涂裝應(yīng)用技術(shù)(二) -涂裝前的準(zhǔn)備(工件���、涂料�����、涂裝工)
時(shí)間:2014年09月16日信息來(lái)源:本站原創(chuàng) 點(diǎn)擊:次
㈣涂裝前工件的準(zhǔn)備
(...繼續(xù))
1.薄板件的準(zhǔn)備:
進(jìn)行如下圖所示的前處理:
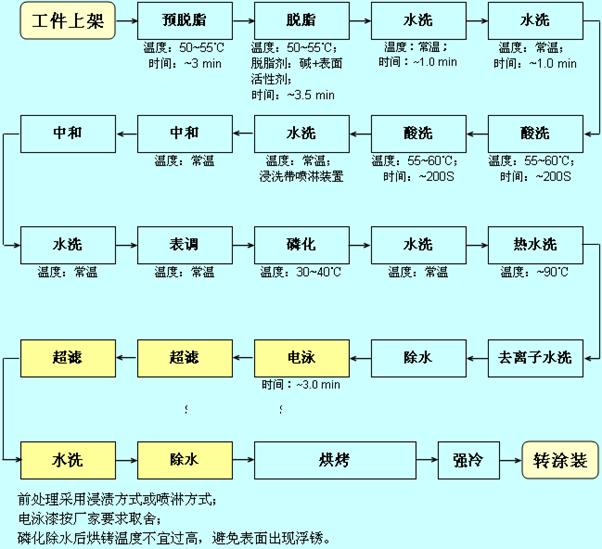
前處理要求: ①工件表面完全脫脂���,水膜連續(xù)���,無(wú)水珠和分叉����;
②磷化膜均勻致密��,膜厚<3μm�����;
③工件表面干燥��,無(wú)浮銹���。
2.結(jié)構(gòu)件的準(zhǔn)備:
所有結(jié)構(gòu)件進(jìn)行拋丸處理�,要求使用1.0mm鋼丸�����、1.0×1.5mm鋼絲段或菱角砂(如:G40)�,拋丸按ISO8501標(biāo)準(zhǔn)要求的除銹等級(jí)達(dá)到Sa2.5,粗糙度:25~60μm,表面干凈干燥無(wú)異物��。
注:Sa2.5級(jí) 非常徹底的噴砂除銹.表面應(yīng)無(wú)可見(jiàn)的油脂�����、污物�����、附著不牢的氧化皮���、鐵銹、油漆涂層和雜質(zhì)���。殘留物痕跡僅顯示點(diǎn)狀惑條紋狀的輕微色斑�����。
拋丸的目的:a.要盡可能徹底地清除工件表面的雜質(zhì),盡可能暴露工件的基體����;
b.使表面生成一定程度的粗糙度���,擴(kuò)大工件表面的實(shí)際表面積,增加工件表面單位面積對(duì)涂層的附著力��。
㈤涂料的準(zhǔn)備(見(jiàn)《調(diào)漆注意事項(xiàng)》)
1將需要使用的涂料及配套的固化劑和稀釋劑領(lǐng)出��,用多少領(lǐng)多少���;
2記錄檢查涂料名稱��、批號(hào)����、包裝規(guī)格�、生產(chǎn)日期是否在工藝要求期限內(nèi);
3檢查涂料狀態(tài)�、配比和調(diào)和是否正常和符合涂裝要求;
4根據(jù)生產(chǎn)需要調(diào)漆���,并采用適量多次的調(diào)配方法��;
5將調(diào)好的涂料用150目濾布過(guò)濾�����。
注意:開啟包裝桶前用干凈的抹布將桶蓋面的臟物處理干凈(尤其是水)��,以避免開啟后落入調(diào)漆桶中�����。
 ㈥涂裝工的準(zhǔn)備
㈥涂裝工的準(zhǔn)備
1穿好工作服�����,戴好防護(hù)面具����;
2準(zhǔn)備好必要的工具和輔助材料(如修補(bǔ)用的刀片、砂紙�����、毛刷等)���;
3集中思想,對(duì)整個(gè)涂裝工序要心中有數(shù)�。
(待續(xù)...)
本文關(guān)鍵詞:東莞市龐大化工有限公司 涂裝前工件的準(zhǔn)備 涂裝前涂料的準(zhǔn)備 涂裝工的準(zhǔn)備
相關(guān)文章推薦:環(huán)氧漆噴涂前的準(zhǔn)備
(作者:admin 編輯:admin)

